
SERVE TALENTO PER VINCERE UNA GARA, MA SERVE UN TEAM WORK E INTELLIGENZA PER VINCERE UN CAMPIONATO.
Michael Jordan
Abbiamo visto che per implementare il Six Sigma abbiamo a disposizione il metodo DMAIC che analizzeremo:
DEFINE ( Definire )
MEASURE ( Misurare )
ANALYSE ( Analizzare )
IMPROVE ( Migliorare )
CONTROL ( Controllare )
Con il post di oggi analizziamo il primo step DEFINE e cioè definire il processo che vogliamo migliorare.
Per rendere più facile la spiegazione, vorrei fare un esempio pratico che credo possa riguardare una buona parte di chi gestisce il reparto di tessitura di maglieria esterna.
Partiamo quindi il documento che riassume il progetto ( Project Charter ):
Progetto :
Migliorare la qualità in tessitura riducendo i costi della “Non Qualità” con il metodo Six Sigma.
Scopo:
Il progetto ha l’obiettivo di ridurre le rilavorazioni che attualmente tengono impegnate nr. … persone che hanno un costo di circa €………/mese e quindi €………/anno. ( qui ognuno può indicare i numeri che riguardano la propria azienda )
La necessità di ridurre le rilavorazioni è dovuta non solo per la riduzione dei costi della “Non Qualità”, ma anche per risolvere il problema della scarsa manodopera specializzata reperibile sul Mercato, riscontrata negli ultimi anni.
Per la combinazione delle due ragioni è comprensibile la necessità di ridurre il numero di pezzi che devono essere rammendati o rifatti dopo la fase di tessitura.
Azienda :
l’azienda interessata al progetto
Aree di impatto e benefici :
Miglioramento del flusso produttivo per un migliore lead time di produzione (significa che l’ordine deve uscire dalla produzione il più velocemente possibile, senza intoppi qualitativi) e una riduzione dei costi in produzione.
Obiettivi del progetto :
Una prima riduzione del … % del nr. di pezzi con difettosità entro il …. ( qui va fissata una data realistica entro quando vogliamo completare il progetto) in modo che sia necessaria una sola persona a tempo pieno per il rammendo liberando la seconda persona che può essere di supporto al controllo qualità e imballaggio teli per il versamento a magazzino “ prodotti finiti”.
Data inizio e data fine :
Il progetto inizia il …. /…. /…. ( indicare una data ) e termina il …. /…. /…. ( indicare una data )
Partecipanti al progetto :
qui si indicano le persone che partecipano al progetto Six Sigma, come ho spiegato nel post precedente ricoprono le seguenti figure:
- Sponsor
- Champion
- Black Belt
- Green Belt
Milestones ( pietre miliari-punti cardine) :
Sono le attività che necessariamente devono essere fatte per il raggiungimento dell’ obiettivo:
- Definire la raccolta dati in fase di controllo pannelli ( scheda raccolta dati)
- Coinvolgimento dei responsabili di reparto nell’ attività di raccolta dati
- Definire piano del progetto ( Project Plan ) per stabilire un calendario delle attività e chiare responsabilità :
|
ATTIVITA’ |
CHI | DATA INIZIO |
DATA FINE |
VOC ( Voice Of the Customer , la voce del cliente) :
Dobbiamo definire la voce del cliente che può essere :
- INTERNO
- Ridurre le rilavorazioni che rallentano il processo di produzione facendo perdere tempo e ritardando la consegna con relativi reclami dei clienti esterni.
- Ridurre il fabbisogno di risorse specializzate nel “rammendo” difficili da reperire sul Mercato
- Necessità di un maggiore coinvolgimento delle persone coinvolte nei processi per una gestione più consapevole e responsabile del proprio lavoro.
- ESTERNO
Vediamo le principali quattro richieste dei Clienti esterni:
-
- QUALITA’
Il cliente chiede il rispetto delle specifiche di lavorazione in termini di misure, resa maglia (peso/mano) e maglie senza rammendi.
-
- CONSEGNA
Vuole il rispetto delle date concordate
-
- CONSUMI
Si aspetta una gestione attenta e oculata del filo affidato (scarti zero) per le lavorazioni con la restituzione del filo avanzato . Il peso del tessuto consegnato con le rimanenze del filo, deve corrispondere al Kg. di filo ricevuto.
-
- PREZZI
Devono essere competitivi in liea con quello che il Mercato offre. Normalmente viene calcolato con il tempo di tessitura moltiplicato con un costo al minuto di riferimento.
La mappatura del processo :
Per la mappatura del processo abbiamo a disposizione il SIPOC :
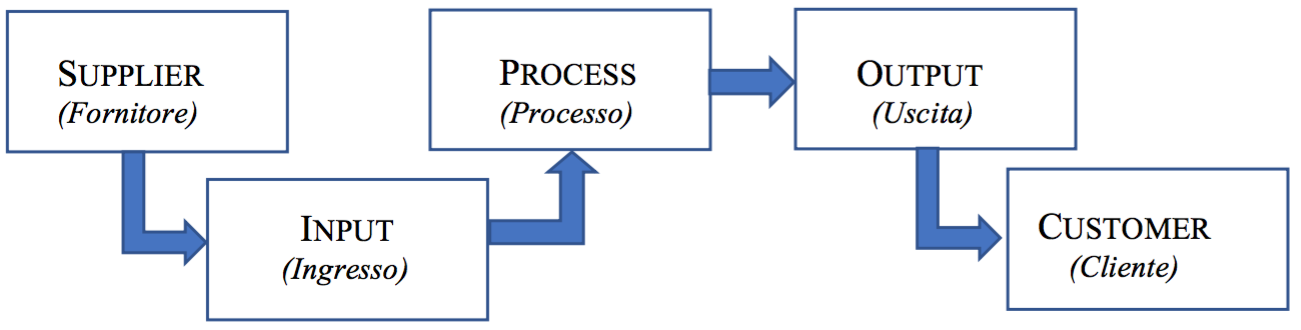
Che possiamo rappresentare nel nostro esempio nel seguente modo:
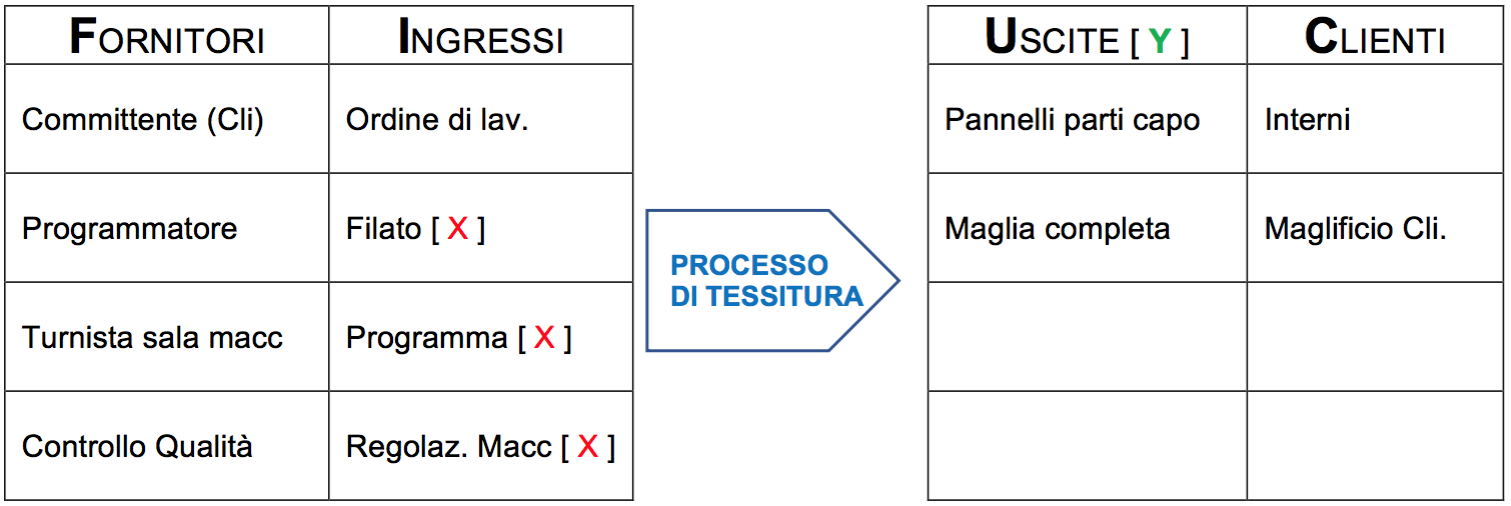
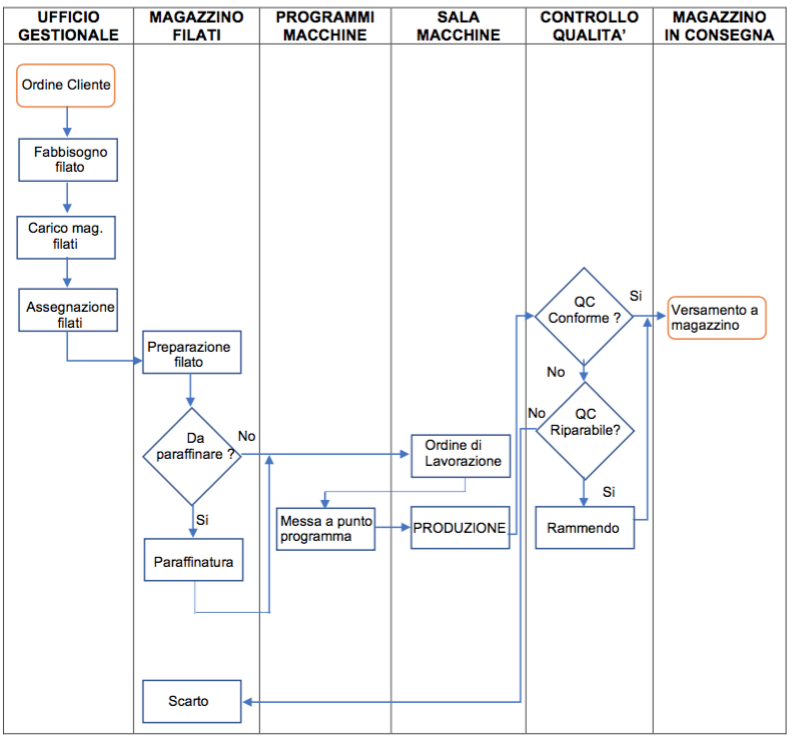
Diagramma di flusso a matrice :
Per evidenziare i reparti coinvolti e visualizzare il processo, realizziamo il diagramma di flusso a matrice:
Scheda raccolta dati per attributi :
Dopo la fase di tessitura I pannelli vengono raccolti in cartoni e di questi semilavorati sappiamo:
- Il numero del lotto/lancio di produzione
- La parte capo prodotta (collo, davanti, dietro, maniche …)
- Ia materia prima: filato, variante, colore, cotta/bagno
- La macchina che l’ha prodotto
- Il responsabile in turno
Le principali cause di difettosità riscontrabili, che possono generare una rilavorazione o uno scarto, sono :
| TIPOLOGIA NON CONFORMITA’ | TIPO DI INTERVENTO |
| 1= Smagliatura | Rammendo |
| 2= Barratura di filato | Scarto |
| 3= Buchi | Rammendo |
| 4= Macchie d’ olio | Smacchiatura |
| 5= Errori da programma nel pannello | Scarto oppure accettazione in deroga del Cli |
| 6= Misure non conformi | Scarto oppure accettazione in deroga del Cli |
| 7= Tensione della maglia non conforme | Scarto oppure accettazione in deroga del Cli |
Con la definizione della scheda per la raccolta dati delle non conformità riscontrate durante il controllo dei teli dopo la tessitura, possiamo ritenere concluso il primo step del progetto Six Sigma di definizione del progetto.
Non dimentichiamoci che tutto questo lavoro di preparazione va fatto coinvolgendo tutti gli attori del processo perché solo un buon lavoro in team può aumentare le probabilità di successo, per vincere il campionato.